External Visual Inspection
External Visual Inspection is a basic check for external defects on the body, markings, and leads.
Following ESCC 2055000 and 2059000, 10 samples are inspected for any defects.
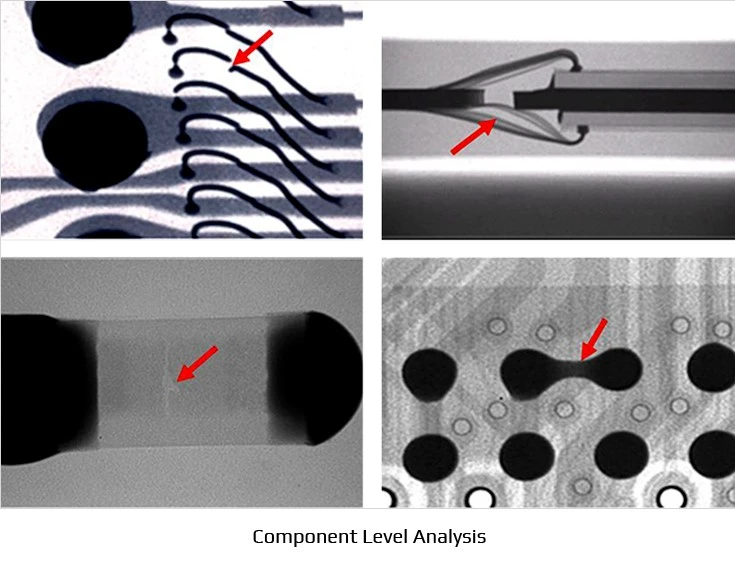
X-ray
X-ray provides non-destructive inspection of internal structures and is performed on 100% of parts.
Tests follow MIL-STD-750 and MIL-STD-883, and exposure is controlled to avoid any reliability impact.
Solderability
This test evaluates how well solder forms reliable joints with a component's leads and terminals.
Surface degradation on leads/terminals can reduce overall soldering quality during assembly and,
in turn, become a root cause of failures in the field.
C-SAM
C-SAM is a non-destructive scan using ultra-sound to detect delamination and voids in plastic packages. In line with
JEDEC J-STD-020, it is performed between electrical tests and preconditioning.
Electrical Test
Electrical testing verifies that parameters are within specification before and after
reliability stress. In this test all parts are evaluated at 25 °C, recording key quantitative values for comparison with
post-stress results.
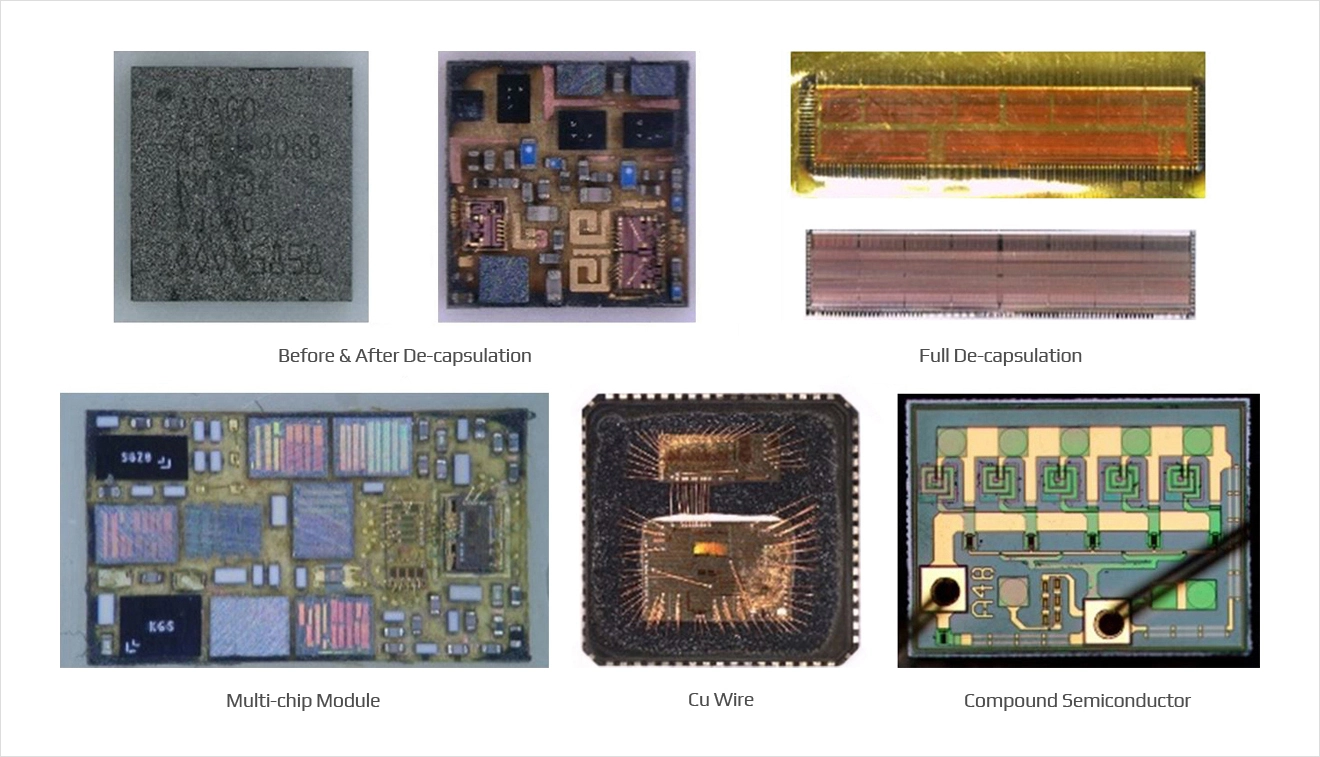
Internal Visual Inspection
Internal Visual Inspection is a destructive analysis step to directly assess internal structures (die,
bonding, leadframe, etc.) for build quality and defects. It is a crucial stage of DPA (Destructive
Physical Analysis) used for reliability assurance and counterfeit screening. Specimens require careful
decapsulation to expose the die without damaging wires or pads. QRT service decapsulation not only for EMC
but also glass and metal-encapsulated devices.
Die & Bond Shear Test
These tests evaluate the durability of joints against shear stresses that may occur during manufacturing,
handling, testing, transport, and use. Wire bond shear and pull are performed after decapsulation. Solder
ball shear applies to all SMT packages except flip-chip and is conducted prior to PCB assembly.
Each ball should be sheared individually and shear stress and failure modes are captured and analyzed.
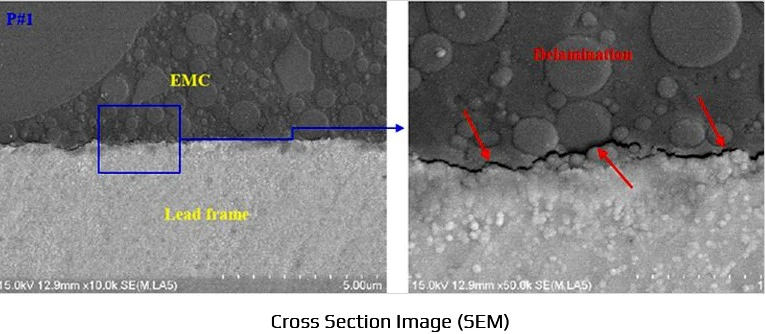
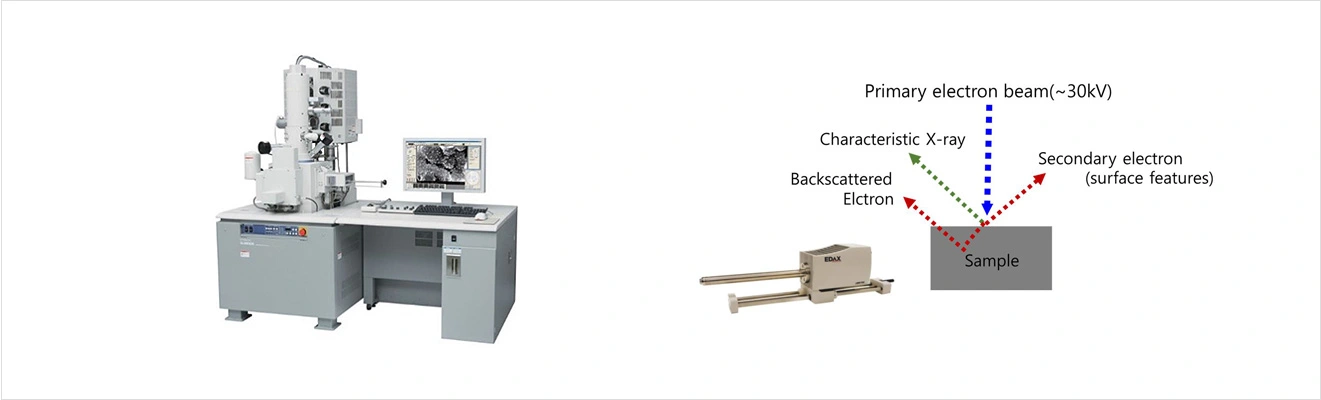
SEM Inspection
SEM (Scanning Electron Microscopy) provides high-resolution imaging for DPA and quality analyses. Typical
checks include wire-to-lead connections (cracks, lifts, contamination), the integrity of the surface
passivation (glassivation) layer, and interconnect condition (cracks, deformation, porosity).
Glassivation Integrity
This test verifies the quality of the dielectric protective layer over metal lines. Through controlled
chemical etch, we confirm clean exposure of metal without damage-assessing both glassivation condition and
etch process suitability.
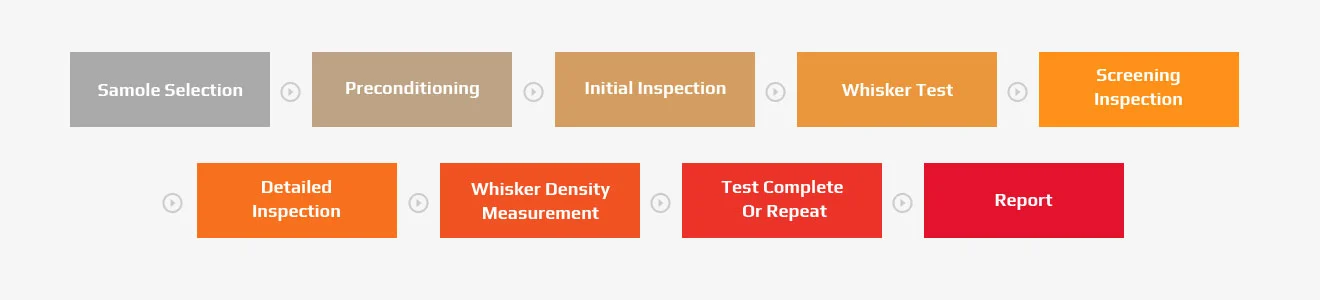
Lead Finish Analysis & Pure-Tin Identification
This test identifies the metallization of leads (e.g., Sn, Pb, Ni, Au, Cu combinations) and assesses RoHS compliance.
Pure tin finishes can grow conductive whiskers over time, risking shorts; therefore, detecting pure-Sn is
crucial for high-reliability applications in space/aviation/defense.
PIND (Particle Impact Noise Detection) Test
PIND detects loose particles (metal/ceramic debris) inside hermetic cavity packages (metal cans, ceramic
DIP/CLCC, hermetic BGA, etc.). The device is subjected to vibration/impact pulses, and an acoustic/velocity
transducer captures signals generated as particles strike the case walls. We currently offer this via
partner labs, with in-house capability planned for 2026.
 PIND Test
PIND Test
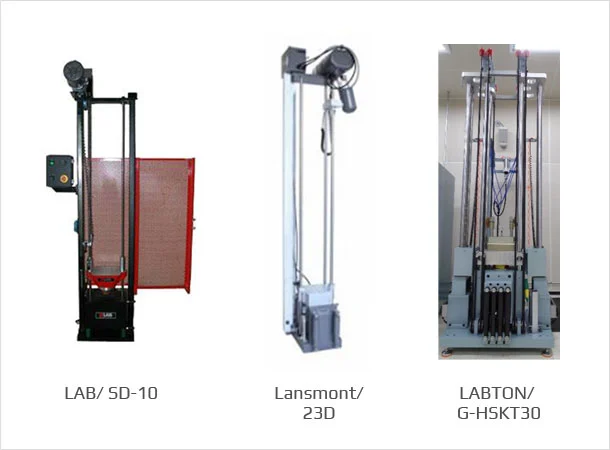
Mechanical Shocks
This test evaluates a component's ability to withstand mechanical shocks from drops, handling, and
transportation without physical damage. The specimen does not impact directly; instead, we apply rapid
acceleration changes to induce stress (e.g., the transient acceleration transmitted to door-mounted
components when a door slams).
Vibrations
This test confirms structural and functional robustness under vibrations encountered during transport and normal
equipment operation. An electrodynamic shaker generates the required amplitude, frequency, and acceleration.
Sine vibration is used to identify resonances; random vibration reproduces real-world profiles.
Constant Acceleration
Constant Acceleration test evaluates how cavity-type semiconductor packages tolerate centrifugal stress. It helps
reveal structural and mechanical weaknesses that may not surface in shock or vibration. Depending on stress
level, it can be used as a destructive limit test to determine mechanical margins, or as a screen to remove
units with below-normal mechanical strength.
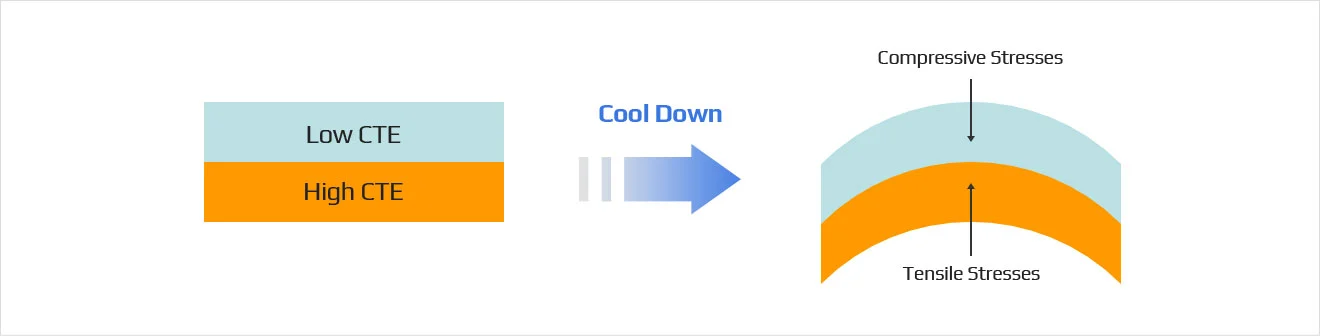
Thermal Shock
Thermal Shock evaluates 1) whether parts tolerate extreme hot/cold conditions and 2) how repeated exposure
to hot/cold conditions affects them. Failures driven by repetitive thermo-mechanical is called fatigue failure,
and thermal cycling accelerates such mechanisms. The difference between TC(temperature cycling) and TS is that TC uses air as the medium,
TS(thermal shock) uses liquid as a medium.
Seal Test
In high reliability environments such as space, aerospace, and defense, semiconductor devices must operate stably over long periods of time. To ensure this reliability, complete hermetic sealing is required so that moisture and contaminants cannot penetrate the package.
The Seal Test is a critical procedure used to quantitatively verify the quality of hermetic sealing.
The process first rapidly screens for gross leaks through methods such as liquid immersion, heating, and pressurization. After this step, fine leak detection is performed using Helium Mass Spectrometry He MS. This technique measures even extremely small leaks that cannot be seen, based on the allowable leak rate limit LR.
Test conditions are determined according to mission requirements such as the internal package volume and the required reliability level. Testing is typically conducted using a minimum of ten samples per lot.
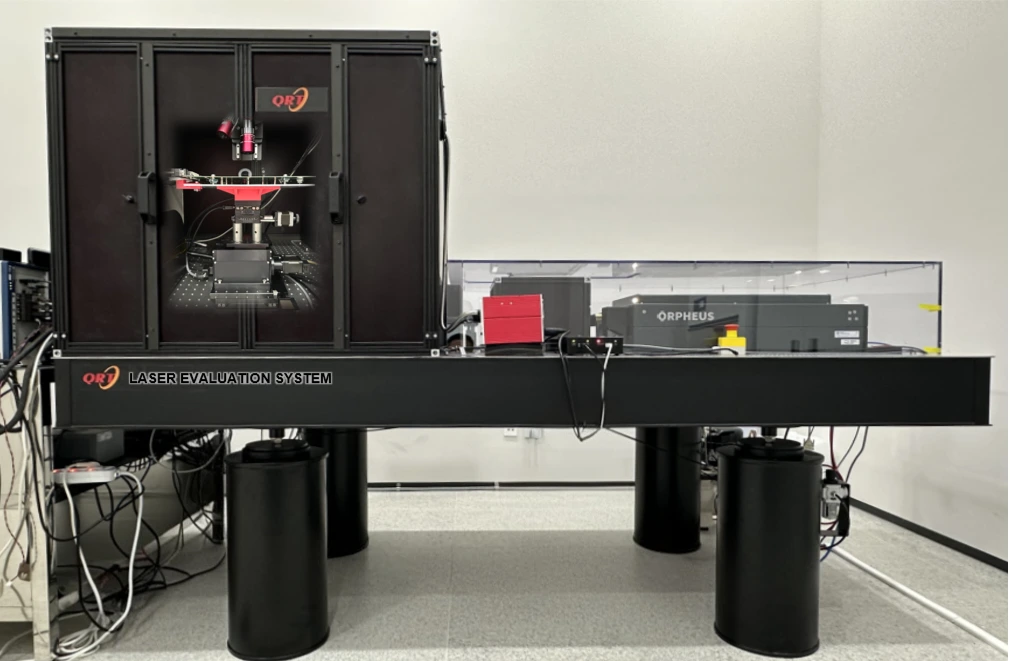
The NorCom 2020 operated by QRT is a key system used for Optical Leak Testing. It provides a dry testing method that does not use liquids and therefore prevents contamination of the sample. The system also uses a non contact laser based measurement technique that avoids physical damage to the device while performing the inspection. In addition, it enables efficient integrated inspection that improves overall testing performance.
Preconditioning
Preconditioning reproduces handling, storage, and reflow steps prior to PCB assembly to ensure devices
remain fully functional after soldering. In short, it screens for issues that may arise during board-level
manufacturing before shipment of the final product.
Highly Accelerated Stress Test
Electronics frequently operate in hot and humid conditions. When hermeticity is insufficient, internal
metals can corrode or suffer ionic migration. HAST/THB evaluate a device's robustness to these mechanisms.
After preconditioning, we perform either 96 hours HAST or 1000 hours THB, and verify no functional
failures before/after stress.
Thermal Cycling
Thermal Cycling validates survivability under repeated extreme thermal cycling (-55 °C to +125 °C). It is used to
uncover defects caused by differential expansion and contraction in real applications. Preconditioning is
required before this test. We check for physical/functional defects with electrical tests at a room temperature after 500 or more cycles.
Life Test, Burn-in
Life Test operates devices at elevated temperature for 2000+ hours to ensure long-term functionality and
performance stability. It is essential for lifetime prediction and is accompanied by MIL-standard electrical
characterization.
Burn-in applies thermal and electrical stress to precipitate and remove infant-mortality failures. Typical
conditions are 125 °C/240 h, 105 °C/445 h, or 85 °C/885 h in accordance with MIL-STD-750/883.
Test temperature and number of device samples must be considered with device specifications.
Anti-oxidation handling is also required after the burn-in process.
Total Ionizing Dose
TID is the total energy absorbed when a device is exposed to radiation (gamma, X-ray, electron, etc.) over
time. Accumulation can gradually shift parameters or impair function. QRT performs TID testing using
domestic (Korean) gamma-ray facilities.
Displacement Damage Dose
Displacement Damage (DD) occurs in the bulk of a semiconductor, unlike Total Ionizing Dose (TID),
which is confined to the interface. This damage, which affects the entire bulk, can alter the electrical,
optical, and thermal properties of the semiconductor, leading to degraded device performance or even
functional failure. QRT performs Displacement Damage testing using domestic (Korean) proton facilities.
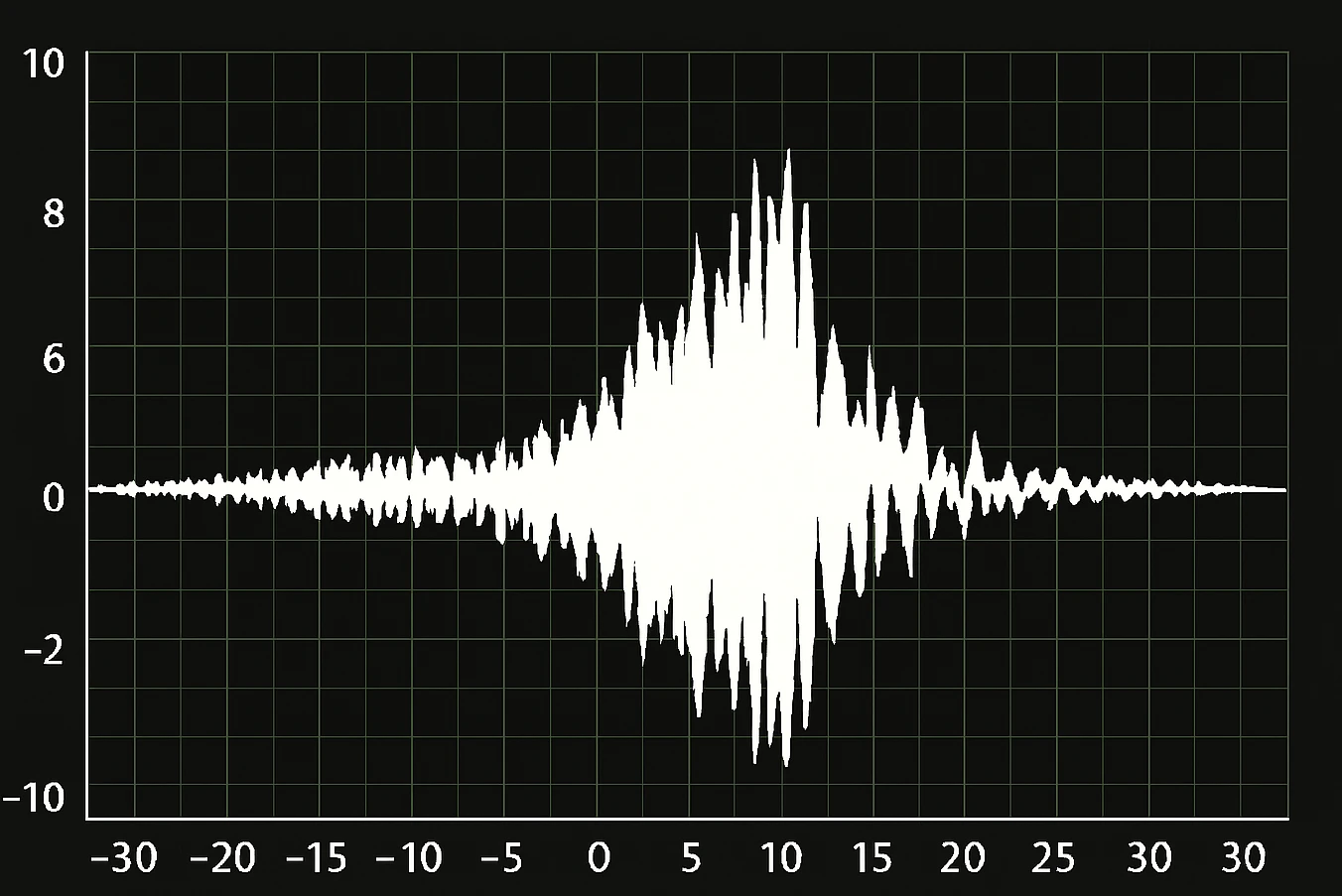
Single Event Effects - Pulsed Laser
Pulsed-laser SEE testing (PLSEE) uses a femtosecond pulsed laser to emulate how space radiation affects
semiconductor devices, providing a rapid, high-resolution alternative/complement to conventional beam tests.
With years of hands-on experience, QRT supports both SPA (single-photon absorption) and TPA (two-photon
absorption) modes. With Pulsed-laser, SEE analysis and design verification are available at QRT.
Single Event Effects - Heavy Ion
SEEs occur when radiation (protons, neutrons, heavy ions, gamma, etc.) ionizes the medium as it passes
through a device. If the generated charge reaches a sensitive region with sufficient magnitude to change
state, an error occurs. Most SEEs are non-destructive and temporary; normal operation resumes after a
reset or power cycle.